Yüksək ölçmə dəqiqliyi, sürətli cavab sürəti, güclü anti-müdaxilə qabiliyyəti ilə ərimiş poladın WLX-II tipli davamlı temperatur ölçmə cihazı yerli son nəsil yüksək dəqiqlikli ərimiş polad temperaturun ölçülməsi olan ərimiş polad temperatur dəyişikliyinə real vaxt rejimində onlayn nəzarət edir. məhsul.Müxtəlif polad zavodlarında tətbiq olunmaqla, məhsulun etibarlılığı və sabitliyi kifayət qədər təsdiqlənir.Bu, şübhəsiz ki, platin rodium termocüt termodetektorunu əvəz etmək üçün ideal məhsuldur.
Ölçmə diapazonu: 700-1650 ℃
Ölçmə qeyri-müəyyənliyi: ≤ ±3℃
Temperatur borusunun xidmət müddəti: ≥24 saat (Müxtəlif istifadə müddəti olan temperatur boruları sahənin vəziyyətinə uyğun olaraq istehsal edilə bilər)
İstifadə temperaturu: 0-70 ℃ (detektor), 5-70 ℃ (siqnal prosessoru)
Standart çıxış: 4-20mA/1-5V (1450-1650 ℃ uyğun gəlir)
Çıxış hərəkətverici qüvvəsi: ≤400Ω(4-20mA)
Çıxış dəqiqliyi: 0.5
Enerji təchizatı: Ac220V±10V, 50HZ
Güc: siqnal prosessoru 30W və böyük ekran displey 25W.

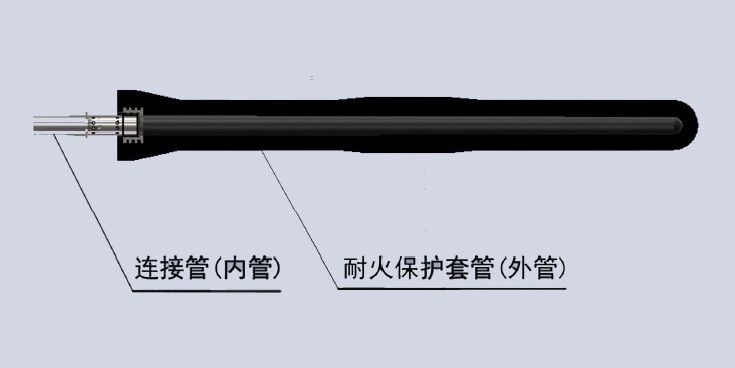
Temperatur borusu birləşdirici borudan və yanğına davamlı qoruyucu korpusdan ibarətdir.Yanğına davamlı qoruyucu korpus birləşdirici boru vasitəsilə detektorla bağlıdır.Tundiş ərimiş poladın müxtəlif dərinliyinə və ərimiş poladın temperatur borusuna korroziyasına görə, temperaturun uzunluğu 1100mm, 1000mm və 850mm spesifikasiyalara malikdir;diametri ¢85mm və ¢90mm spesifikasiyalara malikdir və bu, istifadəçilərin ehtiyaclarına uyğun olaraq fərdiləşdirilə bilər.
Temperatur borusu temperaturu qəbul etmək üçün birbaşa ərimiş polad içərisinə daxil edilir;daxiletmə dərinliyi 280 mm-dən az olmamalıdır.Temperatur ölçmə siqnalı xarici borunun dibinin daxili tərəfdəndir;alətin cavab müddəti əsasən temperatur borusunun dibinin xarici tərəfindən daxili tərəfə ötürülən zaman enerjisinə bərabərdir.Birləşdirici boru temperatur borusu ilə detektor arasında əlaqə üçün istifadə olunur.Daxili boru əsasən borunun içərisindəki tüstünü aradan qaldırmaq və işıq yolunun təmizliyini təmin etməkdir.
| Maddə | Bədən | Alüminium-maqnezium-karbon şlak xətti | Maqnezium şlak xətti |
| Al2O3% | 54,8-56,2 | 61.7-62.2 | 22.7-23.3 |
| SiO2% | 7.0-8.0 | ||
| ZrO2% | |||
| MgO% | 8,5-9,0 | 41,4-42,0 | |
| FC% | 27.1-27.9 | 25.0-25.4 | 29,2-30,0 |
| Həcm sıxlığı g/smz | 2.46-2.53 | 2.71-2.79 | 2.48-2.52 |
| Görünən məsaməlik % | 11.5-14.8 | 11.4-13.8 | 11.8-12.8 |
| Soyuq sarsıdıcı gücü MPa | 20.9-32.9 | 21.2-27.6 | 20.7-26.7 |
| Normal temperaturda əyilmə gücü MPa | 20.9-32.9 | 5.4-7.3 | 5.5-8.3 |
Detektor optik komponentlərdən, fotoelektrik çeviricidən, siqnal ötürmə xəttindən, çıxış tıxacından və soyuducu hava kanalından və s. ibarətdir. Detektorun giriş terminalı temperatur borusunun birləşdirici borusu ilə birləşir;çıxış terminalı 6P fiş vasitəsilə siqnal prosessoruna qoşulur;giriş və çıxış terminalları çevik soyuducu hava kanalı ilə qorunan siqnal ötürmə xətti ilə birləşdirilir.Optik sistem temperatur borusunun altından göndərilən infraqırmızı şüalanma siqnalını fotoelektrik çeviriciyə ötürür, sonra fotoelektrik çevirici optik siqnalı elektrik siqnalına çevirir və sonra siqnal ötürmə xətti ilə siqnal prosessoruna ötürür.



Siqnal prosessoru enerji modulundan, analoq siqnalın emalı modulundan, analoq-rəqəmsal çevrilmə modulundan, rəqəmsal emal modulundan, rabitə modulundan və displey modulundan və s.-dən ibarətdir. Böyük ekran displey enerji modulu, rabitə modulu və displey modulu və s.
Siqnal prosessoru ikiqat temperatur kompensasiyası funksiyasına malikdir ki, bu da sensorun ətraf mühitin temperaturu və alətin işləmə temperaturu nəticəsində yaranan ölçmə sapmasını avtomatik kompensasiya edə bilir.
Siqnal prosessoru detektor tərəfindən elektrik siqnalının girişini qəbul edir;ölçülən ərimiş poladın temperaturu mikroprosessor tərəfindən infraqırmızı şüalanma nəzəriyyəsinə uyğun olaraq hesablanır və ekranda göstərilir.Bu arada kommunikasiya funksiyası vasitəsilə real vaxt rejimində temperatur məlumatları böyük ekranda göstərilə bilər.Fasiləsiz tökmə prosesini real vaxt rejimində izləmək üçün elektrik siqnalı əsas idarəetmə kompüterinə verilə bilər.
1) Bu məhsuldan istifadə etməklə biz ərimiş poladın temperaturunu və dəyişmə meylini davamlı və dəqiq şəkildə müəyyən edə bilirik, ərimiş poladın daha yüksək və ya aşağı temperaturu səbəbindən qanaxmanın və ya su başlığının tıxanmasının qarşısını almaq üçün vaxtında tədbirlər görür, qanaxma nəticəsində itkiləri azaldır. -çıxmış və donmuş deşiklər və qəzalar səbəbindən boş vaxt və buna görə də tökmə maşınının işləmə sürətini artırır.
2) Bu məhsuldan istifadə etməklə biz tundiş ərimiş polad temperaturunun dəyişmə qaydasını bilə bilərik.Bu dəyişiklik qaydasına əsasən, polad emalı və emalı kimi növbəti prosesə daha ağlabatan texnoloji parametr tələbləri irəli sürə bilərik.Bunu etməklə, biz nəinki vurma temperaturunu 15-20 ℃ aşağı sala bilərik, həm də ciddi proses sistemini təmin edə, idarəetmə səviyyəsini və temperatur ölçmə dəqiqliyini artıra bilərik.
3) Temperaturun dəqiq ölçülməsi ilə bu sistem superheat dərəcəsini 5 ilə 10 ℃ azalda bilər.Aşırı qızdırma dərəcəsini azaltmaqla biz daha geniş bərabər oxlu kristal zona əldə edə, tökmə boşqabın mərkəzi seqreqasiyasını aradan qaldıra, boşluq, büzülmə boşluğu və çat qüsurlarının qarşısını effektiv şəkildə ala və polad keyfiyyətini artıra bilərik;bu vaxt superheat dərəcəsini azaltmaqla biz tökmə sürətini və polad keyfiyyətini artıra bilərik.Tətbiq təcrübələri bu temperatur ölçmə sisteminin tökmə sürətini orta hesabla 10% artıra biləcəyini sübut edir.